г. Павлово,
ООО "Павловский автобусный завод", 2024
Роботизированный комплекс сварки алюминиевых кожухов токопроводов на базе роботов RedWeld
Заказчик:
ООО "Капрал Бридж", Свердловская обл., рп. Белоярский
Год завершения:
2023 Задача
Основной задачей данного проекта являлась замена тяжелого ручного процесса сварки и обработки токопроводов роботизированным процессом. Технологический процесс
Наша компания имеет богатый опыт внедрения РТК сварки, а так же опыт проектирования и изготовления технологической оснастки, применяемой в процессах сварки различных изделий.
Мы осуществили поставку РТК сварки на следующие предприятия:
- ОАО «Ишимский механический завод», г. Ишим;
- Концерн «Силур», г. Екатеринбург;
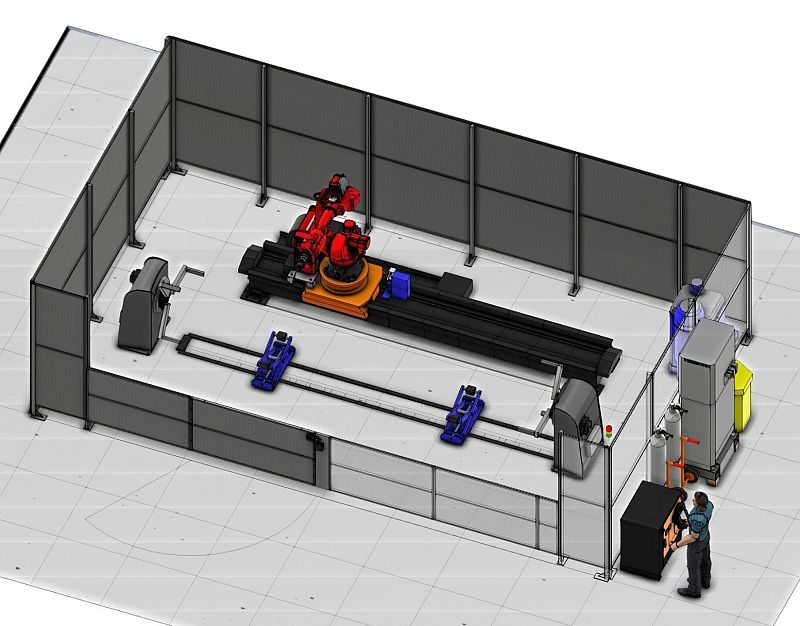
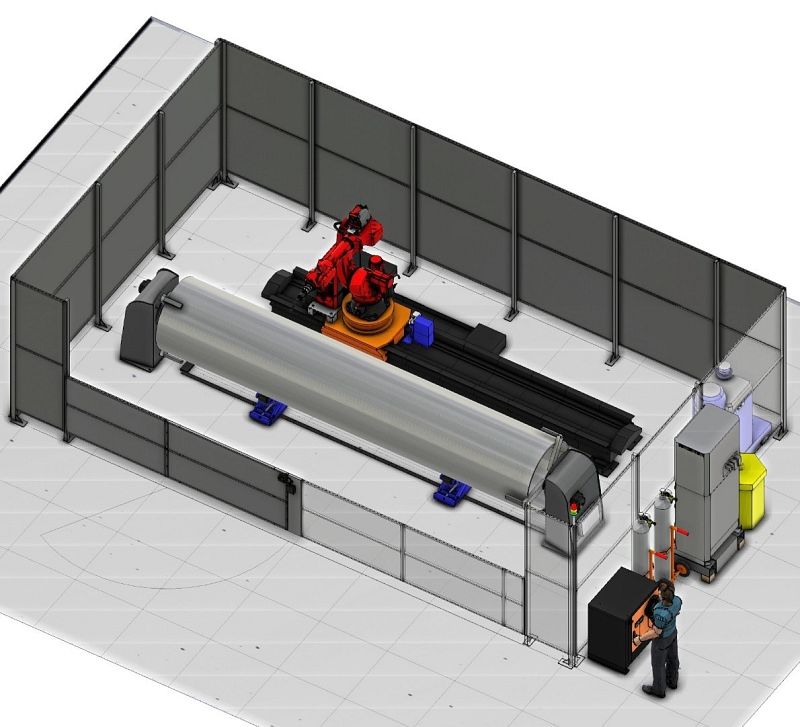
РТК укомплектован промышленным роботом RedWeld, установленным на подвижной каретке линейной направляющей (треке) с возможностью линейного перемещения вдоль длинномерной детали, ось трека синхронизирована с роботом и управляются от контролера робота. Робот оснащен сварочным оборудованием Aotai и лазерно-оптической системой отслеживания сварного шва. Кожух токопровода для сварки устанавливается на X-образные роликоопоры, вращение обеспечивается приводным позиционером за торец кожуха токопровода. Ось позиционера также синхронизирована с роботом и управляются от контролера робота, что позволяет выполнять точное позиционирование изделия в процессе сварки.
РТК позволяет производить сварку продольных и кольцевых швов на кожухах токопроводов, а также приваривать к кожуху штуцера. Параметры свариваемых кожухов токопроводов: материал- алюминий; толщина 3-15мм; диаметры 300-1300мм.; длина 1000 - 5500мм., вес до 1500кг.:
Технологический процесс:
- Персонал при помощи грузоподъемных механизмов устанавливает изделие (предварительно собранное на прихватках) на Х-образные роликопоры, после чего изделие на роликоопорах перемещается по линейным направляющим к приводному позиционеру до контакта торца кожуха токопровода с зажимным патроном, установленным на планшайбе позиционера. Также подводится дополнительная контропора ко второму торцу токопровода. Производится зажим токопровода за оба торца. После зажима токопровода по торцам Х-образные роликоопоры опускаются и в процессе сварки не используются.
- После выполнения установки изделия персонал покидает рабочую зону РТК. Оператор нажимает кнопку подтверждения.
- Оператор запускает программу сварки нужного типоразмера изделия через пульт управления РТК. Программа предварительно генерируется в специальном параметрическом ПО, в котором задаются параметры свариваемого изделия: диаметр, длина, толщина стенки, расположения штуцеров и пр.)
- Робот при помощи датчика лазерно-оптической системы находит сварной шов и начинает производить сварку изделия. В процессе сварки лазерно-оптическая система осуществляет сканирование сварного шва и корректирует траекторию движения робота. При этом позиционер поворачивает изделие таким образом, чтобы обеспечить досягаемость сварочной горелки до всех мест соединения свариваемых деталей, робот также по мере необходимости перемещается на треке.
- После окончания сварки робот встает в исходное положение, подается сигнал о готовности.
- Оператор забирает готовое изделие.
- Далее процесс повторяется.
В данном проекте применяется лазерно-оптическая система отслеживания сварного шва, а также параметрическое ПО, позволяющее роботу автоматичски перенастраивать программу сварочного оборудования под разные типоразмеры изделий.


Результат
Благодаря установке роботизированного комплекса сварки удалось минимизировать трудоемкие рабочие операции по сварке крупногабаритных деталей кожухов токопроводов. Производительность в результате роботизации выросла до 3-х раз.
Смотрите ещё больше интересного на нашем YouTube-канале и в Instagram:




Смотрите также

г. Соликамск,
ООО Завод металлических изделий, 2024
ООО Завод металлических изделий, 2024
 Сварка
Сварка
Нижегородская обл., рп. Сосновское,
АО "Сосновскагропромтехника", 2023
АО "Сосновскагропромтехника", 2023
Резка KUKA
KUKA
г. Челябинск,
ООО "Промснаб", 2021
ООО "Промснаб", 2021
ОбслуживаниеFANUC
г. Томск,
ФГАОУ ВО «Национальный исследовательский Томский политехнический университет», 2021
ФГАОУ ВО «Национальный исследовательский Томский политехнический университет», 2021
ОбработкаKUKA Укладка и упаковкаKUKA
Укладка и упаковкаKUKA
г. Санкт-Петербург,
АО «Петербургский тракторный завод», 2020
АО «Петербургский тракторный завод», 2020
РезкаKUKA
г. Магнитогорск,
ПАО ММК, 2020
ПАО ММК, 2020
ОбслуживаниеKUKA
г. Сан Франциско,
MIGHTY BUILDINGS, INC, 2020
MIGHTY BUILDINGS, INC, 2020
ОбработкаKUKA


 Позвонить бесплатно
Позвонить бесплатно