г. Соликамск,
ООО Завод металлических изделий, 2024
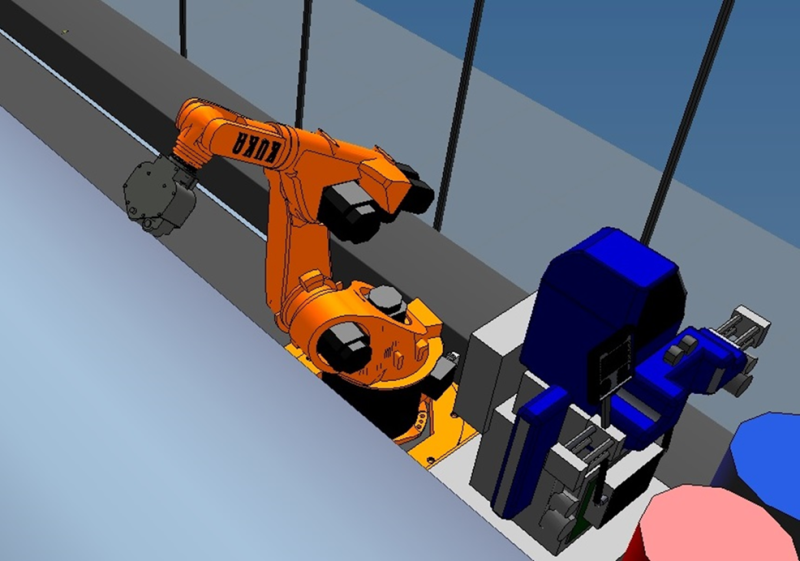
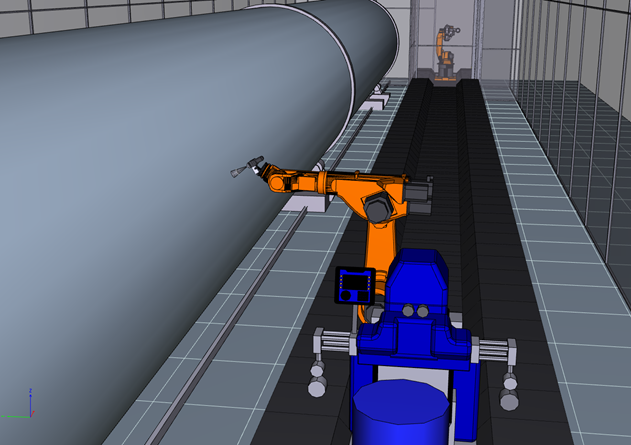
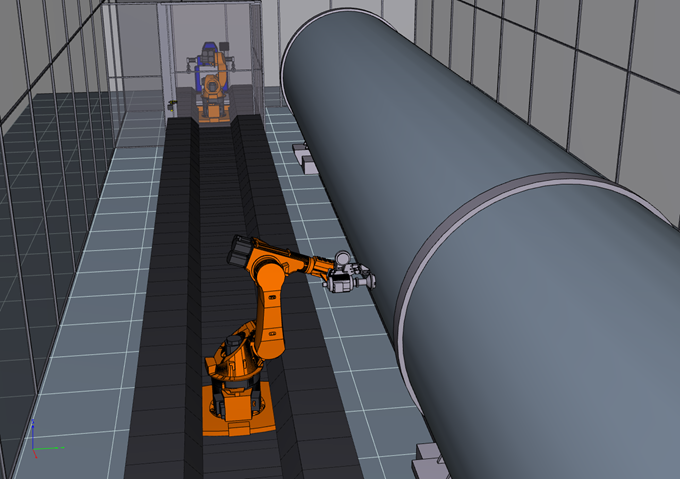
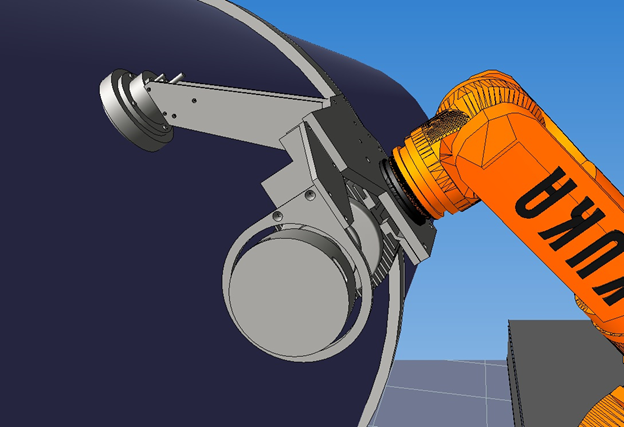
Роботизированный комплекс для нанесения и обработки покрытий на базе двух промышленных роботов KUKA

Задача
Автоматизированный комплекс нанесения теплозащитного покрытия роботизированным способом на металлические детали длиной от 2000 до 28000 мм, диаметром до 3м должен быть оснащён:
- Двумя роботами-манипуляторами со сменными блоками:
- блоком для нанесения ЛКП, ТЗП, МФП;
- блоком для механической обработки поверхности;
- блоком для контроля толщины покрытия и контроля дефектов.
- Двумя суппортами с приводом для перемещения роботов манипуляторов.
Блок для нанесения ЛКП, ТЗП, МФП должен включать в себя оборудование для безвоздушного распыления (с пневматическим приводом) следующих покрытий:
- грунт АК-070;
- лак ЭП-730;
- покрытие №3 со стеклянными микросферами;
- покрытие №4 с толуолом и наполнителем.
Блок для механической обработки поверхности должен обеспечивать:
- матирование поверхности первого нанесенного МФП;
- зачистку участков с излишней толщиной нанесенного МФП.
Блок для контроля толщины покрытия и контроля дефектов должен обеспечивать:
- автоматизированный контроль качества нанесенного покрытия неразрушающими методами (замер толщины, расслоений и отслоений);
- метод замера толщины нанесенного покрытия ультразвуковой, вихретоковый;
- данные с приборов должны систематизироваться и выводится на экран ПК с возможностью распечатки на принтере.
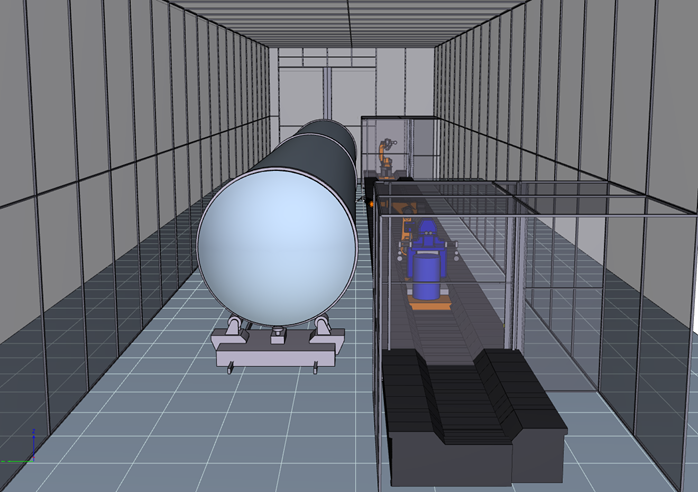
Состав РТК
- Робот KR 60 L30-3 с контроллером и системным программным обеспечением
- Комплект автоматической системы взрывозащиты для робота KR 60 L30-3 с защитными от электростатики чехлами и регулируемым поддувом воздуха из «чистой» комнаты
- Робот Kuka KR 60 HA с контроллером и системным программным обеспечением
- Комплект автоматической системы взрывозащиты для робота KR 60 HA с защитными от электростатики чехлами и регулируемым поддувом воздуха из «чистой» комнаты
- Линейная направляющая с двумя подвижными платформами для перемещения роботов KR 60 L30-3 и KR 60 HA (длина 36м) во взрывозащитном исполнении
- Автоматизированная система обезжиривания с лимитированным усилием прижатия смачивающего и очищающего инструментов и непрерывной подачей обезжиривающего компонента
- Безвоздушный распылитель типа Graco Merkur X48 для нанесения защитных покрытий с комплектом шлангов
- Комплект автоматических распылительных головок с набором сопел
- Система контроля и регулирования (аппаратно-программный комплекс) параметров системы дозирования и распыления
- Пневмошпиндель с комплектом подошв
- Электронный модуль ДАМИ-С09
- Комплект преобразователей и кабелей для акустического контроля
- Комплект преобразователей для вихретокового контроля
- Программное обеспечение «Импедансный метод контроля»
- Программное обеспечение «Вихретоковый метод контроля»
- Прикладное программное обеспечение «АРМ ДАМИ» V2.0
- Система сплошного бесконтактного контроля покрытий в жидком и твердом состоянии
- Комплект ЗИП для оборудования неразрушающего контроля акустическим и вихретоковым методами
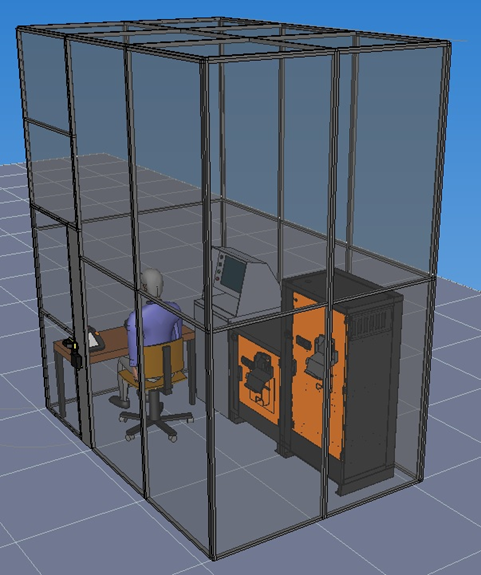
- Отдельная пультовая комната с автоматизированным рабочим местом оператора с ПО управления системами комплекса и ПО мониторинга и визуализации процессов
- Система безопасности
Технологический процесс
1. Установка изделия на транспортной "тележке" в покрасочной камере
2. Обезжиривание поверхности изделия с помощью установленной на роботе KR60 L30-3 автоматизированной системы обезжиривания с лимитированным усилием прижатия смачивающего и очищающего инструментов и непрерывной подачей обезжиривающего компонента.
3. Смена инструмента на роботе KR60 L30-3 на комплект распылительных головок для нанесения грунтовки на поверхность изделия.
4. Грунтование изделия роботом KR60 L30-3 с одновременным контролем нанесенного слоя роботом KR60 HA с помощью системы сплошного бесконтактного контроля покрытий в жидком и твердом состоянии.
По результатам осуществляемого послойного контроля нанесенного покрытия на виртуальной поверхности 3Д модели изделия строится карта реальных толщин нанесенного покрытия, где указываются зоны поверхности, в которых обнаружены отклонения по толщинам нанесенных слоев покрытия. После чего оператором генерируется программа для робота по дополнительному нанесению покрытий в тех зонах, в которых толщины меньше требуемых и принимаются технологические меры по исправлению зон, где толщины покрытий превышают заданные значения.
5. Смена системы дозирования и распыления на KR60 L30-3 на комплект для нанесения на поверхность изделия лака .
6. Нанесение необходимого количества слоев лака с одновременным контролем нанесенного слоя роботом KR60 HA с помощью системы сплошного бесконтактного контроля покрытий в жидком и твердом состоянии.
По результатам осуществляемого послойного контроля нанесенного покрытия на виртуальной поверхности 3Д модели изделия строится карта реальных толщин нанесенного покрытия, где указываются зоны поверхности, в которых обнаружены отклонения по толщинам нанесенных слоев покрытия. После чего оператором генерируется программа для робота по дополнительному нанесению покрытий в тех зонах, в которых толщины меньше требуемых и принимаются технологические меры по исправлению зон, где толщины покрытий превышают заданные значения.
7. Смена системы дозирования и распыления на KR60 L30-3 на комплект для нанесения на поверхность изделия многофункционального покрытия.
8. Нанесение необходимого количества слоев первого многофункционального покрытия с одновременным контролем нанесенного слоя роботом KR60 HA с помощью системы сплошного бесконтактного контроля покрытий в жидком и твердом состоянии.
По результатам осуществляемого послойного контроля нанесенного покрытия на виртуальной поверхности 3Д модели изделия строится карта реальных толщин нанесенного покрытия, где указываются зоны поверхности, в которых обнаружены отклонения по толщинам нанесенных слоев покрытия. После чего оператором генерируется программа для робота по дополнительному нанесению покрытий в тех зонах, в которых толщины меньше требуемых и принимаются технологические меры по исправлению зон, где толщины покрытий превышают заданные значения.
9. После нанесения первого многофункционального покрытия и завершения процесса сушки производится механическая обработка поверхности изделия роботом KR60 HA с помощью установленной на нем системы механической обработки, включающей пневмошпиндель с комплектом подошв для матирования поверхности.
10. Смена системы дозирования и распыления на KR60 L30-3 на комплект для нанесения на поверхность изделия второго многофункционального покрытия.
11. Нанесение необходимого количества слоев второго многофункционального покрытия с одновременным контролем нанесенного слоя роботом KR60 HA с помощью системы сплошного бесконтактного контроля покрытий в жидком и твердом состоянии.
По результатам осуществляемого послойного контроля нанесенного покрытия на виртуальной поверхности 3Д модели изделия строится карта реальных толщин нанесенного покрытия, где указываются зоны поверхности, в которых обнаружены отклонения по толщинам нанесенных слоев покрытия. После чего оператором генерируется программа для робота по дополнительному нанесению покрытий в тех зонах, в которых толщины меньше требуемых и принимаются технологические меры по исправлению зон, где толщины покрытий превышают заданные значения.
12. После нанесения второго многофункционального покрытия и завершения процесса сушки производится механическая обработка поверхности изделия роботом KR60 HA с помощью установленной на нем системы механической обработки, включающей пневмошпиндель со специальным шлифовальным инструментом.
По сгенерированной управляющей движением робота программе, учитывающей результаты замеров толщин нанесенных на изделие покрытий в каждой зоне поверхности, в каждой зоне поверхности выбирается необходимое значение перемещение шлифовального инструмента для получения заданной толщины нанесенного покрытия. При этом установленный на роботе датчик контроля перемещения инструмента робота относительно изделия автоматически останавливает робота с инструментом в случае обнаружения недопустимых перемещений шлифовального инструмента, которые могут привести к повреждению изделия.
13. После чего осуществляется контроль толщин обработанного покрытия. По результатам проведенного контроля строится карта реальных толщин покрытия, где указываются зоны поверхности, в которых обнаружены отклонения по толщинам покрытия. После чего оператором генерируется программа для робота по дополнительной механической обработке покрытий в тех зонах, в которых толщины превышают требуемые значения и принимаются технологические меры по исправлению зон, где толщины покрытий меньше заданных значений.
14. Затем производится окончательный контроль и строится карта толщин нанесенных покрытий.
15. После чего осуществляется транспортировка изделия из покрасочной камеры.
Система безопасности комплекса
Запуск управляющих программ по нанесению и обработке покрытий возможен только при закрытых воротах покрасочной камеры и включения соответствующего режима работы системы безопасности. В случае несанкционированного открытия ворот камеры во время выполнения технологических операций срабатывают датчики открытия/закрытия ворот и работа комплекса принудительно останавливается.
Для выполнения работ по загрузке/выгрузке изделия и обслуживания комплекса предусмотрены режимы работы системы безопасности, которые блокируют возможность запуска оборудования.
На компьютеризированном пульте управления комплексом, пультах управления роботами и на входе в окрасочную камеру установлены кнопки аварийной остановки комплекса.
Для визуализации режимов работы комплекса в удаленной комнате оператора и с наружной стороны покрасочной камеры установлены трехцветные сигнальные колонки.





Смотрите ещё больше интересного на нашем YouTube-канале и в Instagram:




Смотрите также
 Сварка
Сварка
Нижегородская обл., рп. Сосновское,
АО "Сосновскагропромтехника", 2023
АО "Сосновскагропромтехника", 2023
Резка KUKA
KUKA
Свердловская обл., рп. Белоярский,
ООО "Капрал Бридж", 2023
ООО "Капрал Бридж", 2023
Сварка
г. Челябинск,
ООО "Промснаб", 2021
ООО "Промснаб", 2021
ОбслуживаниеFANUC
г. Томск,
ФГАОУ ВО «Национальный исследовательский Томский политехнический университет», 2021
ФГАОУ ВО «Национальный исследовательский Томский политехнический университет», 2021
ОбработкаKUKA Укладка и упаковкаKUKA
Укладка и упаковкаKUKA
г. Санкт-Петербург,
АО «Петербургский тракторный завод», 2020
АО «Петербургский тракторный завод», 2020
РезкаKUKA
г. Магнитогорск,
ПАО ММК, 2020
ПАО ММК, 2020
ОбслуживаниеKUKA
г. Сан Франциско,
MIGHTY BUILDINGS, INC, 2020
MIGHTY BUILDINGS, INC, 2020
ОбработкаKUKA


 Позвонить бесплатно
Позвонить бесплатно