Роботизированные комплексы плазменной резки
Описание
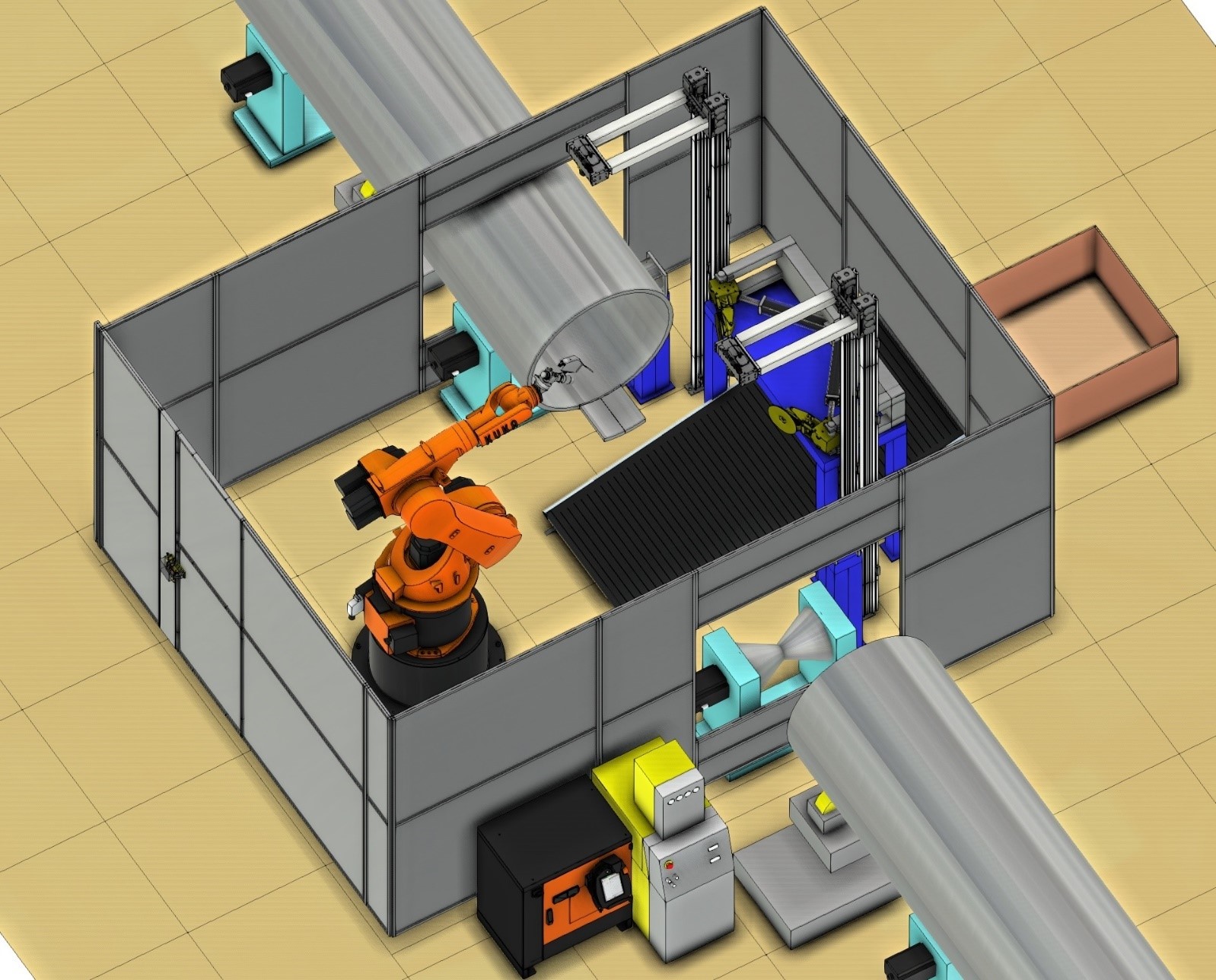
Роботизированный комплекс плазменной резки представляет собой совокупность связанных между собой систем, основой которой являются робот-манипулятор и система плазменной резки. Как правило, в состав комплекса входят также система управления комплексом, системы подачи и позиционирования заготовок, система безопасности, система аспирации и необходимое программное обеспечение для создания технологических программ перемещения режущей головки по необходимым траекториям движения при обработке заготовок.
Состав оборудования роботизированного плазменного комплекса, перечень выполняемых операций и принцип работы зависят от конкретной задачи. Пример: РТК в г. Казань.
Область применения
Плазменные системы, применяемые в роботизированных комплексах, используются для резки низкоуглеродистой стали, нержавеющей стали и алюминия толщиной до 80 мм.Роботизированные комплексы плазменной резки применяются для сложной фигурной резки, резки металлоконструкций в труднодоступных местах, 3D резки, при этом сохраняя точность воспроизведения заданной траектории обработки и обеспечивая высокое качество реза.
Широкое распространение роботизированные комплексы плазменной резки получили в следующих направлениях:
- Производстве металлоконструкций разного уровня сложности;
- Обработка различного металлопроката;
- Производство деталей для машиностроения, авиастроения;
- 3D резка конструкционных профилей;
- Строительство;
- Фигурная, художественная резка
Преимущества использования технологии плазменной резки:
- Высокое качество и стабильность резки;
- Минимальные эксплуатационные затраты;
- Модульная конструкция системы позволяет легко провести модернизацию и расширить возможности системы при изменении требований;
- Безопасность процесса (нет необходимости в баллонах с взрывоопасным газом);
- Плазменная технология может применяться для резки любых металлов, которые проводят ток, включая низкоуглеродистую сталь, алюминий, нержавейку, медь и большинство других разновидностей металла;
- Высокая производительность за счёт высокой скорости резки тонких и средних толщин;
- Небольшой и локальный нагрев разрезаемой заготовки, исключающий её тепловую деформацию
Преимущества использования роботизированных комплексов плазменной резки:
- Высокая точность и качество реза, благодаря повышению точности выполнения технологических операций;
- Возможность производить 3D обработку заготовок;
- Низкие затраты на производство за счет использованию минимального количества обслуживающего персонала;
- Высокий уровень безопасности благодаря сокращению ручного труда в работе комплекса;
- Высокий уровень качества выпускаемой продукции по причине исключения человеческой ошибки на конвейерных производствах;
Наш реализованный проект РТК плазменной резки металлического профиля
Рекомендуемые плазменные системы для роботизированных комплексов
Система плазменной резки Hypertherm MAXPRO200
Система плазменной резки MAXPRO200 разработана для механизированной и ручной резки и строжки высокой мощности. Эта простая в использовании система, в качестве плазмообразующего газа которой используется воздух, кислород или азот, обеспечивает максимальную производительность за счет сочетания высоких скоростей резки и быстрой смены процессов. Передовые разработки Hypertherm, включая технологию LongLife позволяют улучшить стабильность резки и существенно повысить срок службы расходных деталей и тем самым сократить затраты на производство детали.
Технические характеристики Система плазменной резки Hypertherm MAXPRO200
|
Выходное напряжение |
50–165 В пост. тока |
|
Максимальный выходной ток |
200 А |
|
Номинальный рабочий цикл |
100 % при 33 кВт, 40 °C |
|
Диапазон рабочих температур |
от –10 °C до +40 °C |
|
Коэффициент мощности |
0,98 при выходной мощности 33 кВт |
|
Максимальное напряжение холостого хода |
360 В пост. тока |
|
Источник газа |
|
|
Плазмообразующий газ |
Воздух, O2, N2 |
|
Защитный газ |
Воздух, N2 |
|
Давление подачи газа |
6,2 +/–0,7 бар |
Система плазменной резки Hypertherm XPR300
Новая система XPR300™ наглядно показывает, что на пути развития технологий механизированной плазменной резки сделан самый большой шаг вперед за все время. Благодаря непревзойденному качеству резки X - Definition на низкоуглеродистой, нержавеющей стали и алюминии новая система XPR300 позволяет повысить скорость резки, существенно увеличить производительность и значительно сократить эксплуатационные затраты. Новые простые в использовании функции и оптимизированные эксплуатационные характеристики системы позволяют упростить работу с системой XPR300, сводя к минимуму необходимость вмешательства оператора, и наряду с этим обеспечить оптимальную производительность и непревзойденную надежность.
Технические характеристики Система плазменной резки Hypertherm XPR300
|
Выходное напряжение |
50–210 В пост. тока |
|
Максимальный выходной ток |
300 А |
|
Номинальный рабочий цикл |
100 % при 40 °C и мощности 63 кВт |
|
Диапазон рабочих температур |
от –10 °C до +40 °C |
|
Коэффициент мощности |
0,98 при выходной мощности 63 кВт |
|
Максимальное напряжение холостого хода |
360 В пост. тока |
|
Охлаждение |
Принудительное воздушное (класс F) |
|
Изоляция |
Класс H |
Система плазменной резки Hypertherm HPR400XD
Система плазменной резки HyPerformance® HPR400XD разработана с тем, чтобы обеспечить максимальную производительность операций резки на координатном столе, резки со скосом и роботизированной резки. Эта универсальная система на 400 А позволяет в комплексе получить высокие скорости резки, короткие производственные циклы, быструю смену режимов, высокую надежность и позволяет выполнить резку низкоуглеродистой стали с непревзойденными характеристиками HyPerformance. Кроме того, эта система позволяет выполнить резку алюминия и обеспечивает непревзойденное качество резки нержавеющей стали.
Технические характеристики Система плазменной резки Hypertherm HPR400XD
Отрезная резка
|
Толщина резки низкоуглеродистой стали |
Без образования окалины |
38 мм |
|
Промышленный прожиг |
50 мм |
|
|
Максимальная толщина резки |
80 мм |
|
|
Толщина резки нержавеющей стали |
Промышленный прожиг |
45 мм |
|
Максимальная толщина прожига* |
75 мм |
|
|
Отрезная резка |
80 мм |
|
|
Толщина резки алюминия |
Промышленный прожиг |
45 мм |
|
Максимальная толщина резки |
80 мм | |
|
Скорость (низкоуглеродистая сталь) |
Технические характеристики по руководству при самом высоком выходном токе |
12 мм |
|
4430 мм/мин |
||
|
Угол среза |
Диапазон по ISO 9013 |
2–4 |
|
Технологические газы в зависимости от обрабатываемого материала (Плазмообразующий/защитный) |
Низкоуглеродистая сталь |
02/воздух, O2/02 Ar/воздух |
|
Нержавеющая сталь |
H35/N2, N2/N2, H35-N2/N2, F5/N2 Ar/воздух, Ar/N2 |
|
|
Алюминий |
H35/N2, воздух/воздух, H35-N2/N2 Ar/воздух, Ar/N2 |
|
|
Ток процесса |
Не все процессы доступны для всех материалов |
30–400 |
*Для прожига материала максимальной толщины требуется автоматическая система управления подачей газа и процесс управляемого перемещения.
Обсудить в соцсетях






Похожие товары

Основное оборудование помимо робота — это комплект сварочного оборудования. Есть много... читать далее

Технология позволяет резать практически любые материалы:
черные металлы и... читать далее

Использование роботов в кузнечнопрессовых цехах позволяет повысить продуктивность и снизить процент... читать далее



 Позвонить бесплатно
Позвонить бесплатно