Позвонить бесплатно
Позвонить бесплатно
Спецификация отправлена на Ваш E-mail.
Данное письмо может попасть в папку "СПАМ"
Разработка робото-технологического комплекса (РТК) для фрезерования стеклопластика
Описание технологического процесса
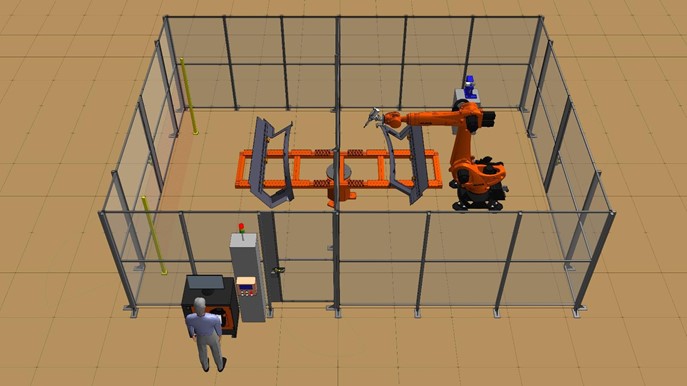
Вариант 1.
РТК укомплектован промышленным роботом KUKA KR 90 R3100 extra HA; поворотным столом (г/п 1000 кг) с защитным экраном и двумя зонами загрузки/выгрузки; системой контроля вылета и целостности режущего инструмента.
Данная комплектация РТК позволяет повысить производительность за счет исключения непроизводительных затрат времени на загрузку/выгрузку обрабатываемых заготовок.
Технологический процесс
- Оператор в зоне загрузки/выгрузки устанавливает заготовку на специальную технологическую оснастку поворотного стола (матрицу, повторяющую форму заготовки).
- Заготовка перемещается в рабочую зону робота на поворотном столе (осуществляется поворот стола на 180º).
- Оператор выходит из зоны загрузки и запускает программу обработки на пульте управления РТК.
- Робот с помощью лазерного дальномера определяет положение технологической оснастки по ее реперным точкам (выступающие пластины) и начинает движение по заданной программой траектории и осуществляет резку заготовки.
- Во время выполнения роботом резки заготовки, оператор загружает следующую заготовку на поворотный стол во второй (свободной) зоне загрузки/выгрузки.
- После окончания процесса резки поворотный стол поворачивается на 180º вокруг вертикальной оси. Оператор выгружает обработанную заготовку, а робот осуществляет обработку следующей заготовки.
- Далее цикл повторяется.
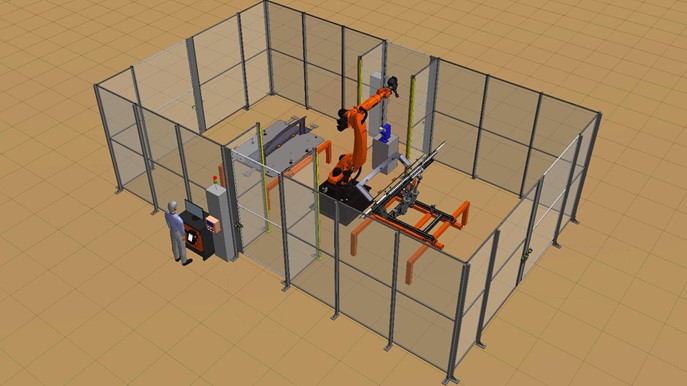
Вариант 2.
Рассмотрена возможность замены одного поворотного стола на два стационарных стола. При размещении элементов РТК как показано на рисунке ниже обеспечивается полная досягаемость обработки представленного изделия «7651.33.35.010_Панель». Этот вариант также обеспечивает возможность исключения непроизводительных затрат времени на загрузку/выгрузку обрабатываемых заготовок.
Для изделия «7651.33.35.010_Панель» возможна замена данного стационарного стола на более простой стол с механическим (ручным) зажимом. Цена данного стола может быть названа после анализа всех изделий, подлежащих обработке.
РТК укомплектован: промышленным роботом KUKA, установленным на пьедестале; стол для крепления заготовок; системой контроля вылета и целостности режущего инструмента.
Технологический процесс
- Оператор устанавливает заготовку на стол в первой зоне загрузки/выгрузки. Для размещения и закрепления заготовки на столе используется специальная технологическая оснастка аналогичная первому варианту.
- Оператор выходит из зоны загрузки и запускает программу обработки на пульте управления РТК.
- Робот с помощью лазерного дальномера определяет положение технологической оснастки по ее реперным точкам (выступающие пластины) и начинает движение по заданной программой траектории и осуществляет резку заготовки.
- Во время выполнения роботом резки заготовки, оператор загружает следующую заготовку на стол во второй (свободной) зоне загрузки/выгрузки.
- После окончания процесса резки робот возвращается в исходное положение (повернувшись на 90◦). Оператор выгружает обработанную заготовку, а робот осуществляет обработку следующей заготовки.
- Далее цикл повторяется.
Смотрите ещё больше интересного на нашем YouTube-канале и в Instagram: