Позвонить бесплатно
Позвонить бесплатно
Спецификация отправлена на Ваш E-mail.
Данное письмо может попасть в папку "СПАМ"
Поставка робото- технологического комплекса (РТК) для фрезерования изделий из пенопласта, мягкого дерева, фанеры
Описание технологического процесса
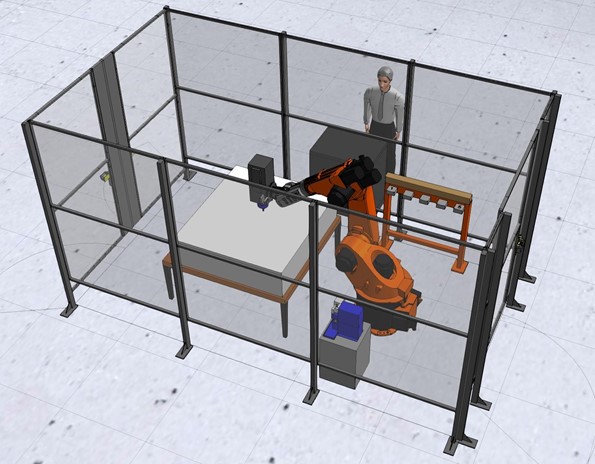
Вариант 1.
РТК укомплектован промышленным роботом KUKA KR 60-3 F, столом для установки и закрепления заготовки.
На шестой оси робота установлен мотор-шпиндель с автоматической сменой режущего инструмента. Данная конструктивно-компоновочная схема РТК позволяет производить фрезерование наружной поверхности изделия размерами до 1300*1400*300 мм, габаритные размеры заготовки даны ориентировочно и будут уточняться на следующих этапах проектирования.
Технологический процесс:
- Заранее созданная 3D-модель внешней поверхности изделия загружается в ПО SprutCam в созданную в данной среде виртуальную модель РТК.
- После загрузки 3D модели отсека в ПО SprutCam генерируется траектория перемещения фрезы мотор-шпинделя и подготовленная программа фрезерования заготовки готова к использованию.
- Персонал с помощью грузоподъемных средств устанавливает и закрепляет заготовку на столе. Для размещения и закрепления заготовки используется специальная технологическая оснастка.
- Персонал покидает рабочую зону, после чего оператор запускает программу обработки через пульт управления.
- Робот при помощи щупа Renishow OMP60 по заранее сгенерированному программой SprutCam алгоритму определяет базовые точки или поверхности установленного в оснастке изделия, что обеспечивает привязку заготовки к системе координат робота. При отсутствии в зоне поиска базовой точки или при сильном отклонении точки от эталонного положения – информация передаётся оператору, который либо переустанавливает элемент в оснастке или запускает программу поиска заново.
- После проведения привязки отсека к системе координат роботизированного комплекса. производится коррекция программы и траектории перемещения инструмента роботом. После чего дается команда на начало исполнения программы.
- Робот осуществляет обработку внешней поверхности заготовки. При этом при необходимости по программе робот меняет режущий инструмент шпинделя с помощью магазина сменного инструмента.
- Также при необходимости по программе робот обращается к системе контроля вылета инструмента. Осуществляется калибровка вращающегося инструмента (фрезы). В дополнение к калибровке инструмента, производится обнаружение поломки инструмента. Программа робота автоматически корректируется после измерения изменений инструмента и гарантирует, что инструмент всегда работает в правильном положении.
- После окончания процесса обработки вся система РТК останавливается.
- Оператор выгружает обработанную заготовку.
- Далее цикл повторяется.
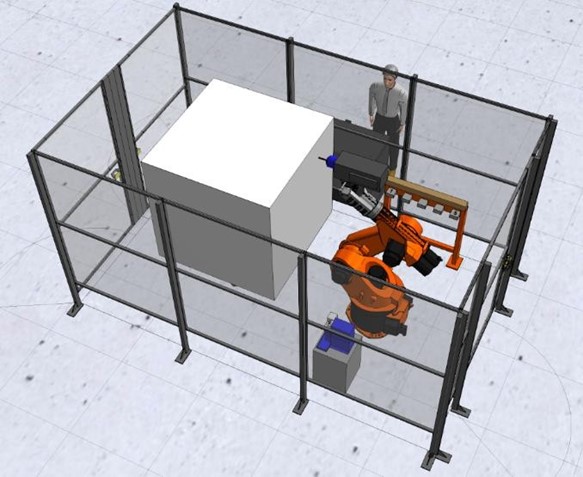
Вариант 2.
РТК укомплектован промышленным роботом KUKA KR 60-3 F, одноосевым позиционером с вертикальной осью вращения с планшайбой для установки и закрепления заготовки.
На шестой оси робота установлен мотор-шпиндель с автоматической сменой режущего инструмента. Данная конструктивно-компоновочная схема РТК позволяет производить фрезерование наружной поверхности изделия размерами до 1500*1500*1500 мм, габаритные размеры заготовки даны ориентировочно и будут уточняться на следующих этапах проектирования.
Технологический процесс:
- Заранее созданная 3D-модель внешней поверхности изделия загружается в ПО SprutCam в созданную в данной среде виртуальную модель РТК.
- После загрузки 3D модели отсека в ПО SprutCam генерируется траектория перемещения фрезы мотор-шпинделя на каждом углу поворота позиционера и подготовленная программа фрезерования заготовки готова к использованию.
- Персонал с помощью грузоподъемных средств устанавливает и закрепляет заготовку на планшайбе позиционера. Для размещения и закрепления заготовки на позиционере используется специальная технологическая оснастка.
- Персонал покидает рабочую зону, после чего оператор запускает программу обработки через пульт управления.
- Робот при помощи щупа Renishow OMP60 по заранее сгенерированному программой SprutCam алгоритму определяет базовые точки или поверхности установленного в оснастке изделия, что обеспечивает привязку заготовки к системе координат робота. При отсутствии в зоне поиска базовой точки или при сильном отклонении точки от эталонного положения – информация передаётся оператору, который либо переустанавливает элемент в оснастке или запускает программу поиска заново.
- После проведения привязки отсека к системе координат роботизированного комплекса. производится коррекция программы и траектории перемещения инструмента роботом. После чего дается команда на начало исполнения программы.
- При последовательном повороте позиционера на заданные углы робот начинает движение по заданной программой траектории и осуществляет обработку внешней поверхности заготовки. При этом при необходимости по программе робот меняет режущий инструмент шпинделя с помощью магазина сменного инструмента.
- Также при необходимости по программе робот обращается к системе контроля вылета инструмента. Осуществляется калибровка вращающегося инструмента (фрезы). В дополнение к калибровке инструмента, производится обнаружение поломки инструмента. Программа робота автоматически корректируется после измерения изменений инструмента и гарантирует, что инструмент всегда работает в правильном положении.
- После окончания процесса обработки вся система РТК останавливается.
- Оператор выгружает обработанную заготовку.
- Далее цикл повторяется.
Смотрите ещё больше интересного на нашем YouTube-канале и в Instagram: