Позвонить бесплатно
Позвонить бесплатно
Спецификация отправлена на Ваш E-mail.
Данное письмо может попасть в папку "СПАМ"
Поставка робото-технологического комплекса (РТК) для гидроабразивной резки плоских и сложных пространственных деталей
Описание технологического процесса
Технологический процесс (работа в ручном режиме)
Роботы, участвующие в процессе – Staubli RX160L.
1. Заготовка устанавливается на решетке ванны.
2. Выполняется вырезка блоков.
3. Выполняется разрезка блоков на блоки меньшего размера.
4. Выполняется разрезка блоков на пластины.
5. Выполняется разрезка пластин на бруски.
6. Пункты в, г, д выполняются на приспособлении для ручного раскроя (см. Рис. 2). Установку блоков, полос в приспособление для ручного раскроя выполняет оператор. Каждый элемент (блок, полоса, брусок), полученный после каждого реза контролируется по геометрическим размерам с помощью штангенциркуля.
7. Каждый полученный блок и полоса маркируется соответствующимобразом с помощью маркера.
Технологический процесс (работа в полуавтоматическом режиме)
Роботы, участвующие в процессе – Staubli RX160L, KUKA KR60HA.
1. Оператор устанавливает заготовку на решетку ванны.
2. Выполняется разрезка пластин на бруски.
3. Выполняется доработка блоков до стандартных определенной размерности
4. Выполняется разрезка нестандартных блоков на бруски в оснастке для ручного раскроя (см. п.3,4,5).
5. Оператор выполняет установку стандартных блоков на начальную загрузочную паллету.
6. Выполняется разрезка блоков на заготовки-бруски в автоматическом режиме.
7. Работы, указанные в п.3 12,13, 14 выполняются с использованием 1-го робота Staubli RX160L, а работы, указанные в п.16, выполняются с использованием 2-х роботов Staubli RX160L и KUKA KR60HA.
8. Каждый элемент (блок, полоса, брусок), полученный после каждого реза (при работе с использованием 1-го робота Staubli RX160L) контролируется по геометрическим размерам с помощью штангенциркуля.
9. Каждый полученный нестандартный блок, полосы и бруски из него маркируется соответствующим образом с помощью маркера вручную.
10. Каждый полученный брусок из стандартного блока маркируется в автоматическом режиме раскроя с помощью робота KUKA KR60HA на лазерной установке (рис.2).
11. В результате мы получаем заготовки-бруски, часть из которых отмаркирована маркером вручную, а часть с помощью робота на лазерной установке.
Примечание:
При раскрое стандартных блоков до брусков с использованием 2-х роботов
используется следующее оснащение и оборудование:
- начальная загрузочная паллета на 12 блоков – 1 шт,
- паллета для обнуления базы при раскрое блоков и пластин – 1 шт,
- паллета для обнуления базы брусков перед лазерной маркировкой – 1 шт,
захватные устройства робота KUKA KR60HA для захвата блоков, пластин и брусков – 2шт,
- магазин инструментов робота KUKA KR60HA для хранения 2-х инструментов– 1 шт,
- стационарные захватные устройства в гидроабразивной ванне для разрезки блоков на пластины и бруски – 2 шт
- стационарное захватное устройство в гидроабразивной ванне для перехвата вырезанного бруска по оси бруска для последующей укладки в паллету готовых брусков – 1шт,
- обдувочное устройство в гидроабразивной ванне для сушки вырезанных брусков перед лазерной маркировкой индивидуального номера бруска – 1шт,
- установка лазерной маркировки TL1120-IR модель 10-1/CCD
- паллета для укладки готовых от маркированных брусков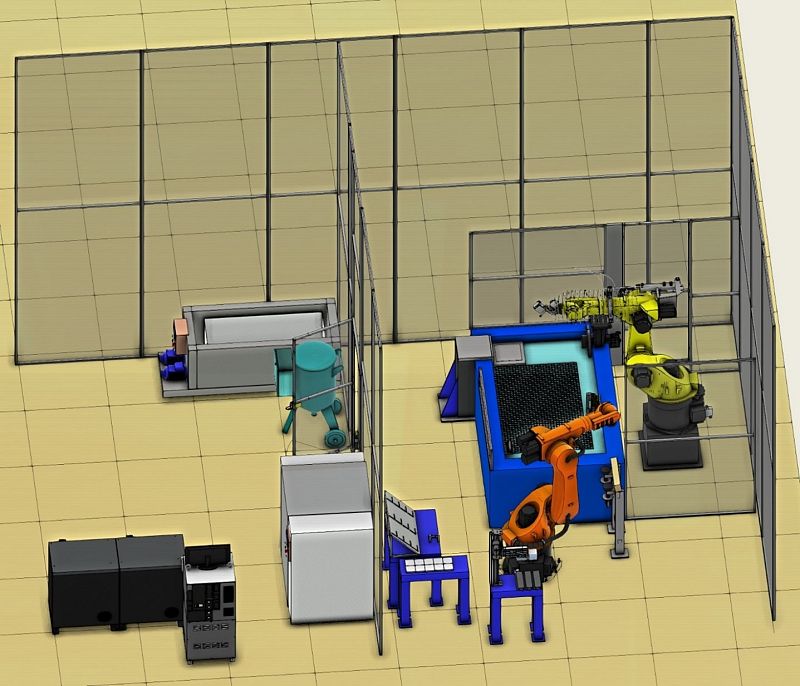
Смотрите ещё больше интересного на нашем YouTube-канале и в Instagram:




Смотрите также