Позвонить бесплатно
Позвонить бесплатно
Спецификация отправлена на Ваш E-mail.
Данное письмо может попасть в папку "СПАМ"
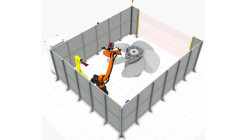
Робото-технологический комплекс (РТК) для восстановления гребных винтов методом наплавки
Описание РТК
РТК укомплектован промышленным роботом KUKA KR 50 R2500 (IONTEC), синхронизированным с ним одноосевым позиционером с вертикальной осью вращения, комплектом оборудования для 3Д сканирования, комплектом сварочного оборудования Fronius, стойкой хранения 3Д сканера, системой управления и системой безопасности. Промышленный робот оснащен сварочной горелкой Fronius, блоком защиты сварочной горелки от столкновений, автоматической станцией обслуживания сварочной горелки, а также системой автоматической смены инструмента для снятия и установки 3Д сканера.
Описание технологического процесса
- Оператор с помощью цехового кранового оборудования устанавливает гребной винт на позиционер. Для размещения и закрепления гребного винта на позиционере используется специальная технологическая оснастка (не включена в комплект поставки).
- Оператор выходит из зоны загрузки и запускает программу 3Д сканирования гребного винта. Программа сканирования создается заранее по имеющимся 3Д моделям гребного винта с помощью ПО для офлайн программирования PowerMill или NX. В случае отсутствия 3Д модели сканируемого винта, робот программируется оператором вручную после установки винта в рабочую зону робота. сварки через пульт управления.
- Робот начинает движение по заданной программой траектории и с помощью системы автоматической смены инструмента устанавливает на фланец 6-й оси 3Д сканер. Далее робот осуществляет сканирование винта. При этом позиционер поворачивает винт таким образом, чтобы обеспечить досягаемость робота до всех мест сканирования. После завершения сканирования робот с помощью системы автоматической смены инструмента устанавливает 3Д сканер на стойку хранения. Результаты сканирования автоматически сохраняются на ПК (рабочее место оператора).
- По полученным данным с помощью ПО PowerShape или NX оператор осуществляет поиск и анализ дефектов, а также определяет объем наплавляемого материала для восстановления. Полученные данные оператор переносит в ПО PowerMill или NX для программирования восстановления винта методом наплавки.
- После завершения офлайн программирования процесса восстановления оператор загружает программу в систему управления РТК. И запускает её с пульта управления.
- Робот начинает движение по заданной программой траектории и осуществляет наплавку в необходимых местах. При этом позиционер поворачивает гребной винт таким образом, чтобы обеспечить досягаемость горелки до всех мест наплавки.
- После окончания процесса наплавки во всех необходимых местах для восстановления робот и позиционер возвращаются в исходное положение.
- Оператор выгружает гребной винт из рабочей зоны РТК.
- Далее цикл повторяется.
Примечания:
- При необходимости восстановления поверхностей гребного винта со второй стороны процесс повторяется после переворота гребного винта на позиционере с помощью цехового кранового оборудования.
- В качестве дополнительной опции возможно дооснащение РТК моторшпинделем с автоматической сменой режущего инструмента для зачистки восстановленных мест гребного винта после наплавки.
- Для работы РТК может быть использовано альтернативное программное обеспечение для обработки результатов 3Д сканирования, а также для офлайн программирования, например SprutCAM, Delfoi, Siemens и др. Выбор программного обеспечения осуществляется после детальной проработки проекта и определения потребностей Заказчика.
- По желанию Заказчика может быть использовано сварочное оборудование любого вендора, оборудование которого может обеспечить выполнение данной задачи. Компания ООО УРТЦ «Альфа-Интех» сотрудничает с крупнейшими вендорами сварочного оборудования, такими как Kempi, Esab, Fronius, Lincoln и др.

Смотрите ещё больше интересного на нашем YouTube-канале и в Instagram: