Позвонить бесплатно
Позвонить бесплатно
Спецификация отправлена на Ваш E-mail.
Данное письмо может попасть в папку "СПАМ"
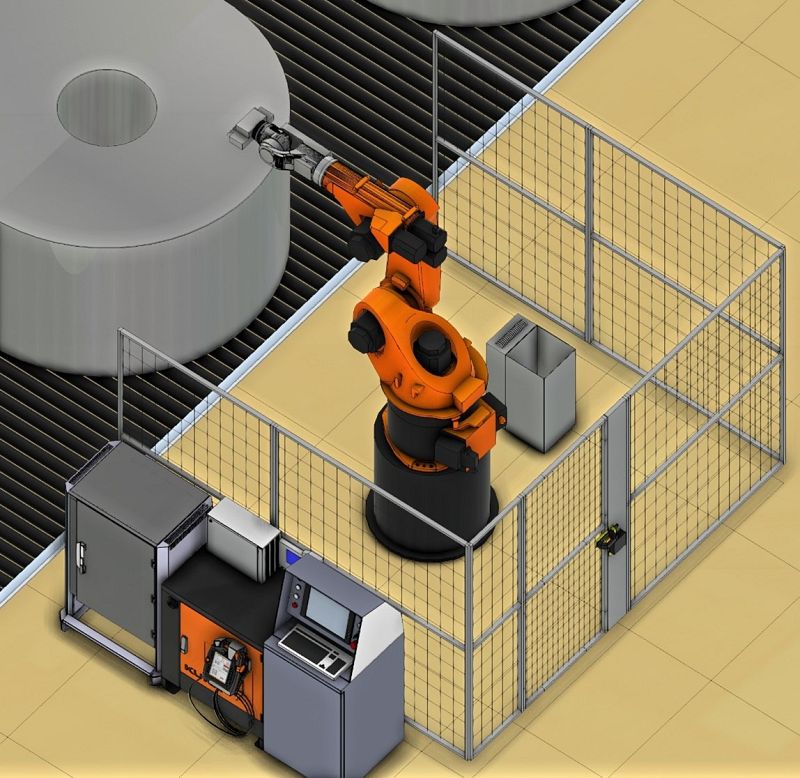
Робото-технологический комплекс (РТК) для маркировки горячих рулонов металла
Описание технологического процесса
1. В систему управления РТК от контроллера верхнего уровня (АСУТП) передается информация с характеристиками ожидаемого рулона.
2. Рулон перемещается по транспортёру в рабочую зону робота c точностью ± 150 мм в продольном направлении и ± 50 мм в поперечном направлении.
3. Робот проходя лазерным сканером в плоскости перпендикулярной боковой поверхности рулона около 500 мм. производит измерения, данные снятые при сканировании передаются на контроллер СУ РТК, где происходит вычисление центра рулона и его диаметр, а также определяется его положение относительно системы координат робота.
4. При получении всей информации по пришедшему рулону происходит сопоставление характеристик с информацией, полученной с лазерного сканера.
5. При несовпадении фактических и ожидаемых характеристик, рулон не маркируется, а перемещается дальше по пластинчатому транспортеру.
6. При совпадении фактических и ожидаемых характеристик запускается программа маркировки. Робот начинает движение по заложенной заранее траектории для данного типоразмера рулона.
7. После прохождения всей траектории робот перемещает печатающую головку к станции очистки. Производится очистка маркировочной головки щетками (в это время промывочная жидкость выпрыскивается из форсунок печатной головы для очистки)
8. Затем робот возвращается в домашнее положение.
9. Маркированный рулон перемещается дальше по транспортёру. РТК ожидает сигнал о поступлении следующего рулона в зону обработки.
10. Цикл повторяется с п.2.

Смотрите ещё больше интересного на нашем YouTube-канале и в Instagram: