г. Соликамск,
ООО Завод металлических изделий, 2024
Роботизированный комплекс для ультразвукового контроля на базе промышленного робота KUKA

Задача
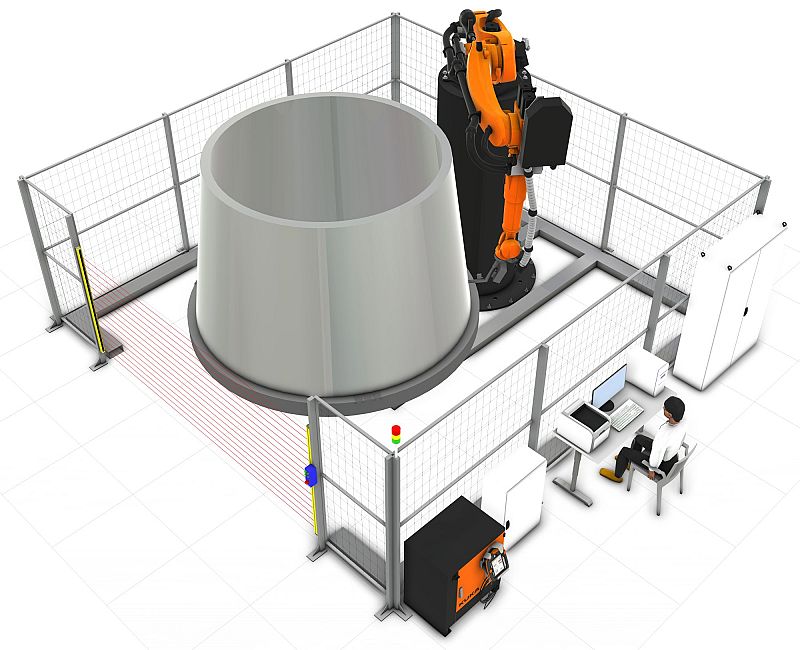
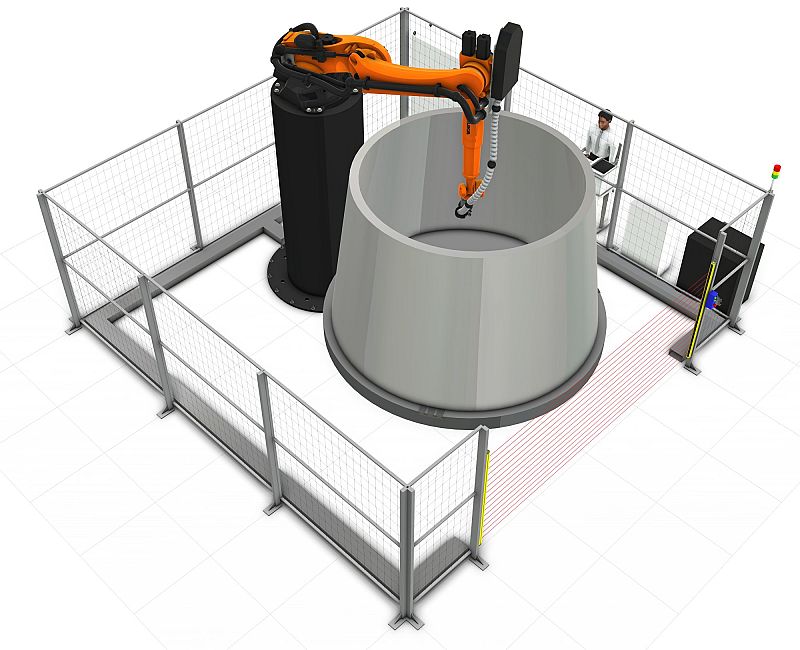
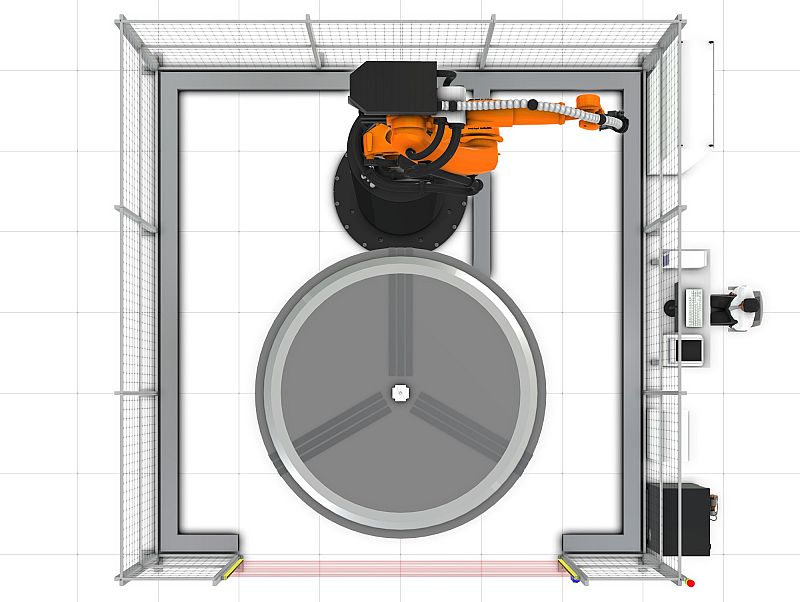
Робото-технологический комплекс укомплектован промышленным роботом KUKA KR 90 R3700 prime K, установленным на постаменте (колонне), синхронизированным с ним одноосевым позиционером с вертикальной осью вращения (с возможностью бесконечного вращения), комплектом специальной аппаратуры для проведения ультразвукового контроля и документирования результатов, системой управления и системой безопасности. Промышленный робот оснащен кронштейном, на котором размещен акустический блок ультразвукового контроля (контактный) с устройством контроля усилия прижатия, а также лазерный дальномер для поиска и привязки заготовки.
Цель:
Сокращение объема производственного брака, связанного с наличием внутренних дефектов заготовок путем автоматизации процесса ультразвукового контроля на участке входного контроля качества металлических заготовок для определения наличия внутренних дефектов материала, а также определения их геометрических размеров и местоположения.
Состав РТК
- Промышленный робот KR 90 R3700 prime K
- Контроллер робота KUKA KR C4
- Пульт управления робота KUKA smartPAD
- Постамент (колонна) для робота KUKA KR 90 R3700 prime K
- Позиционер одноосевой с вертикальной осью вращения с планшайбой
- Ванна для сборка контактной жидкости
- Комплект оборудования для ультразвукового контроля
- Кронштейн для крепления акустического блока к фланцу 6-й оси робота
- Лазерный дальномер для поиска и привязки заготовки с СК робота
- Блок подготовки и подачи контактной жидкости в акустический блок
- Система безопасности РТК
- Система управления РТК
- ПО документирования и мониторинга процесса контроля
Данный робото-технологический комплекс предназначен для ультразвукового контроля тел вращения с максимальной высотой 2 000 мм, максимальным диаметром 3 200 мм и толщиной стенки до 100 мм. Конфигурация оборудования позволяет осуществлять контроль заготовок цилиндрической, конической и сферической формы. Контроль заготовок большой толщины осуществляется как с внешней, так и с внутренней стороны.
Технологический процесс
- Оператор устанавливает заготовку на одноосевой позиционер с помощью цехового кранового оборудования. Робот в процессе загрузки переводится в специальное положение. Для размещения, центрирования и закрепления заготовки используется специальное трехкулачковое зажимное устройство, размещенное на планшайбе позиционера. Зажимное устройство также приподнимает заготовку над плоскостью планшайбы для обеспечения доступа акустического блока до нижней части заготовки.
- Оператор выходит из зоны загрузки и с помощью пульта управления выбирает из списка тип и размеры заготовки и запускает программу контроля.
- Робот начинает движение по заданной программой траектории и с помощью лазерного дальномера осуществляет точное расположение заготовки и проверяет соответствие её размеров введенным параметрам.
- Далее, после привязки заготовки к СК робота с помощью лазерного дальномера робот осуществляет ультразвуковой контроль заготовки. При этом робот подает акустический блок к заготовке и прижимает его. Специальный блок, встроенный в кронштейн робота, обеспечивает постоянное усилие прижатия и нивелирует все неровности заготовки. Между акустическим блоком и заготовкой подается контактная жидкость.
- В процессе ультразвукового контроля оператор имеет возможность наблюдать получаемые данные на мониторе персонального компьютера в режиме реального времени. Помимо этого, весь процесс ультразвукового контроля документируется на ПК и по завершению процесса генерируется отчет, содержащий данные о наличии внутренних дефектов, а также их положении и другие необходимые данные.
- После завершения процесса контроля робот возвращается в парковочную позицию. Оператор снимает заготовку с позиционера, а сгенерированный отчет передается в отдел ОТК и технологам.
- Далее цикл повторяется.
Система безопасности РТК обеспечивает защиту персонала от быстродвижущихся элементов робота, позиционера и установленной на нем заготовки. Периметр РТК огорожен защитными ограждениями, а проем для разгрузки/выгрузки позиционера оснащен световым барьером. При пересечении плоскости светового барьера в процессе работа РТК робот и прочее оборудование останавливаются для исключения возможности получения травм быстродвижущимися элементами. Помимо этого, система безопасности блокирует возможность запуска оборудования неавторизованным персоналом без электронного ключа доступа.







Результат
Внедрение технологической операции входного ультразвукового контроля заготовок с определением наличия внутренних дефектов, а также их параметров и местоположения, позволило существенно сократить количество производственного брака. Наличие информации о дефектах, например, позволило учитывать их при подготовке технологических программ механической обработки заготовок таким образом, чтобы дефектные мета попадали в места удаления материала. Внедрение промышленного робота для проведения данной технологической операции позволило автоматизировать данный процесс с увеличением производительности участка, а также с увеличением точности получаемых данных о параметрах и местоположении дефектов в удобном для дальнейшей работы формате.
Смотрите ещё больше интересного на нашем YouTube-канале и в Instagram:




Смотрите также
 Сварка
Сварка
Нижегородская обл., рп. Сосновское,
АО "Сосновскагропромтехника", 2023
АО "Сосновскагропромтехника", 2023
Резка KUKA
KUKA
Свердловская обл., рп. Белоярский,
ООО "Капрал Бридж", 2023
ООО "Капрал Бридж", 2023
Сварка
г. Челябинск,
ООО "Промснаб", 2021
ООО "Промснаб", 2021
ОбслуживаниеFANUC
г. Томск,
ФГАОУ ВО «Национальный исследовательский Томский политехнический университет», 2021
ФГАОУ ВО «Национальный исследовательский Томский политехнический университет», 2021
ОбработкаKUKA Укладка и упаковкаKUKA
Укладка и упаковкаKUKA
г. Санкт-Петербург,
АО «Петербургский тракторный завод», 2020
АО «Петербургский тракторный завод», 2020
РезкаKUKA
г. Магнитогорск,
ПАО ММК, 2020
ПАО ММК, 2020
ОбслуживаниеKUKA
г. Сан Франциско,
MIGHTY BUILDINGS, INC, 2020
MIGHTY BUILDINGS, INC, 2020
ОбработкаKUKA


 Позвонить бесплатно
Позвонить бесплатно