Позвонить бесплатно
Позвонить бесплатно
Спецификация отправлена на Ваш E-mail.
Данное письмо может попасть в папку "СПАМ"
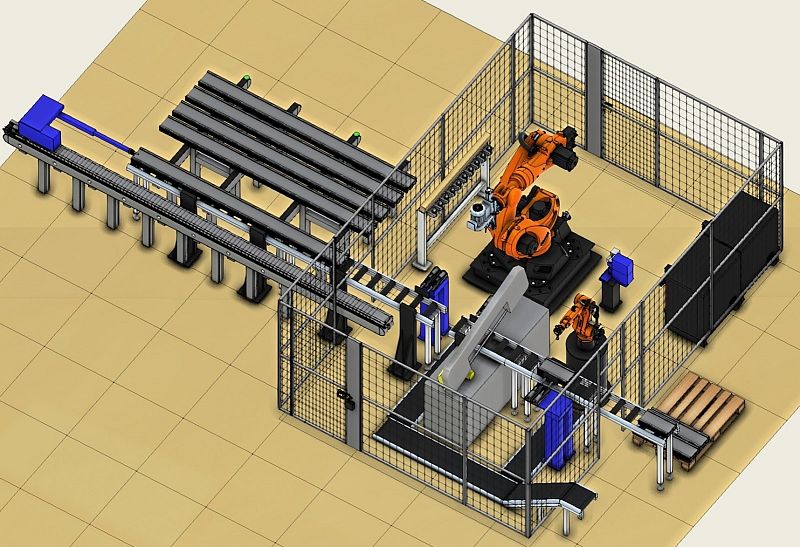
Робото-технологический комплекс (РТК) предназначенного для механической обработки алюминиевого профиля
Описание РТК
РТК укомплектован двумя промышленными роботами KUKA, установленными стационарно на пьедесталах. Робот №1 KR 300 R2500 ultra оснащен шпинделем Suhner POWERmaster BEX 15 WW с автоматической системой подачи и лазерным дальномером для привязки заготовки к системе координат РТК и осуществляет операции сверления/зенкования/нарезания резьбы. Дополнительно в рабочей зоне робота №1 расположены магазин автоматической смены мех. инструмента и устройство контроля целостности инструмента. Робот №2 KR 10 R900 sixx оснащен пневмошпинделем Amtru Flexifile 2100 для удаления заусенец. Разрезка профиля в размер осуществляется ленточнопильным станком, расположенным между роботами №1 и №2. Транспортировка профиля в зону мехобработки осуществляется по продольному конвейеру. Точное позиционирование балки обеспечивается специальным устройством (толкателем), управляемым от контроллера робота. Обработанный профиль отводится за периметр участка по приводному отводящему конвейеру.
Описание технологического процесса
- Персонал загружает балки на подающий поперечный цепной конвейер.
- По команде с пульта управления цепные ручьи поперечного конвейера приподымают загруженные и перемещают их поочередно на подающий продольный конвейер до касания с боковыми упорами.
- После касания балкой боковых упоров, поперечный транспортер опускается ниже уровня роликов подающего продольного конвейера. Транспортировка балки в зону сверления/зенкования в продольном направлении осуществляются с помощью каретки-толкателя устройства подачи. Определение реальных геометрических характеристик балки и точного положения заготовки относительно системы координат робота осуществляется при помощи лазерного дальномера установленном на роботе №1. Робот№1 начинает процесс сверления/зенкования/нарезания резьбы, в процессе обработки балка по мере необходимости досылается в зону сверления/зенкования.
- По мере выхода из зоны сверления/зенкования, балка перемещается на конвейер ленточнопильного станка, где происходит отрезка балки в необходимый размер.
- После отрезки заготовка перемещается по отводящему продольному конвейеру до упора в зону действия робота №2 где производится операция снятия заусенец.
- Робот №2 производит удаление заусенцев на заготовке.
- После удаления заусенцев заготовка перемещается по отводящему конвейеру за периметр участка где снимается с конвейера персоналом.
- Далее, для каждой последующей балки цикл повторяется с п.1 или 2.
Смотрите ещё больше интересного на нашем YouTube-канале и в Instagram: